MIL-DTL-22606D(SH)
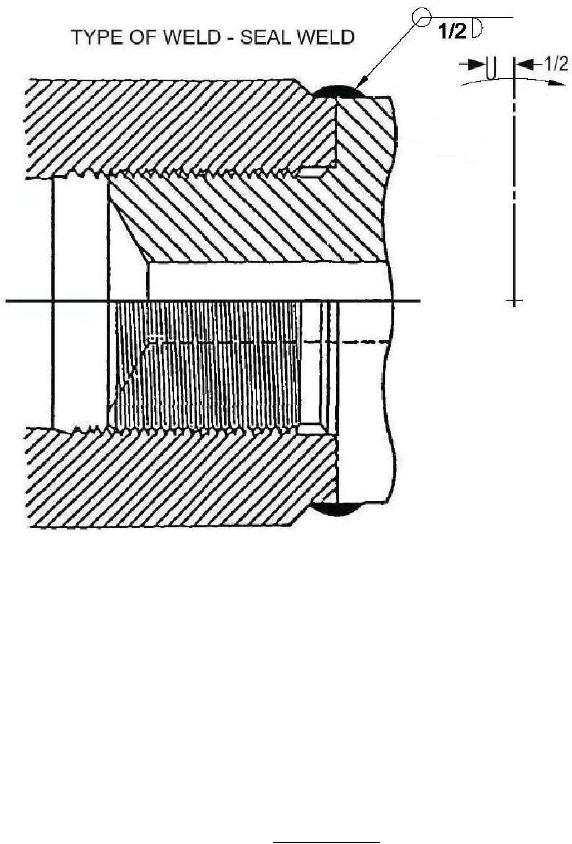
SEAL WELD PROCEDURE
PREPARATION - Torque plug to 800±200 foot-pounds.
Clean area to be seal welded including abutting faces of cylinder neck and plug.
POSITION - Horizontal roll with electrode ˝ inch ahead of top center as illustrated.
PREHEAT - 100 to 200 °F maximum.
ELECTRODE - MIL-309-16 in accordance with MIL-E-22200/2 preferred, using DC reverse polarity current at 24
to 26 volts and 80 to 100 amps.
NO. OF BEADS - Two, with all starts and stops staggered. Clean slag with blunt tool and stainless steel wire brush
before continuing a weld.
ARC TRAVEL SPEED - 1st layer at 9 to 11 inches per minute.
2nd layer at 8 to 12 inches per minute.
FIGURE 11. Typical seal weld.
28
For Parts Inquires submit RFQ to Parts Hangar, Inc.
© Copyright 2015 Integrated Publishing, Inc.
A Service Disabled Veteran Owned Small Business