MIL-DTL-22606D(SH)
3.1.8 Mercury. Unless otherwise specified (see 4.5), vendor shall provide certification that each flask is
mercury-free. Mercury-bearing instruments or equipment which may cause contamination shall not be used in
manufacture, fabrication, assembly, or testing unless such instruments or equipment are protected by a double
containment boundary.
characteristics of seamless flasks shall be as specified in table I, and figures 1 and 2 when inspected as specified in
4.2.2. The flask out of roundness shall not exceed 2 percent of the flask outside diameter (OD). For Type CD and
3.2.1 Wall thickness. Unless otherwise specified (see 6.2), flasks shall be manufactured with the design wall
thickness specified in table I.
3.2.1.1 Wall thickness exception. A wall thickness less than that specified in table I is acceptable provided the
wall thickness is equal to or greater than the thickness specified in table IV for the actual tensile strength of flask
material determined after final heat treatment, and all other tests and inspection requirements are met. Flasks may
have isolated areas where the wall thickness is less than that specified in table IV if the reinforcement of that
isolated area meets the requirements of section UG-40 of the ASME Boiler and Pressure Vessel Code, Section VIII,
Division 1. The minimum wall thickness in the neck to head transition area (see figure 12) shall be equal to or
greater than 75 percent of the minimum design wall thickness specified in table I. Exceptions for flask classes and
outside diameters other than those listed in table IV shall be submitted to NAVSEA, via the contracting agency, for
approval on a case by case basis.
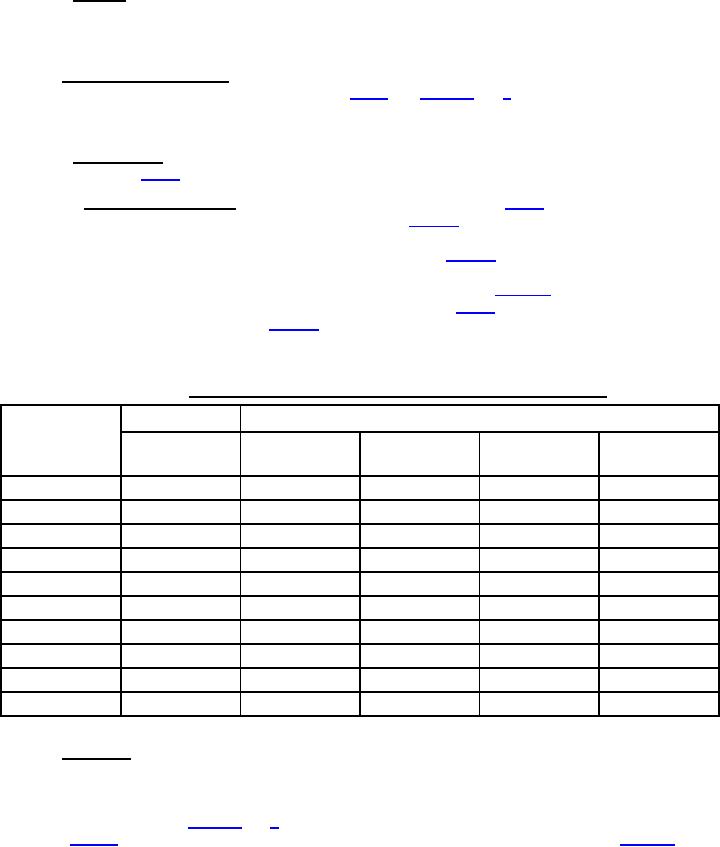
TABLE IV. Minimum allowable wall thickness based upon actual tensile strength.
Class 3000
Class 5000
Actual tensile
6⅝ OD
strength of
18 OD
10� OD
18 OD
20 OD
material (psi)
(inches)
(inches)
(inches)
(inches)
(inches)
112,000
0.551
0.489
0.562
0.917
1.010
114,000
0.542
0.483
0.553
0.902
0.993
116,000
0.534
0.478
0.545
0.888
0.997
118,000
0.525
0.473
0.536
0.874
0.962
120,000
0.517
0.468
0.528
0.860
0.947
122,000
0.509
0.463
0.520
0.847
0.932
124,000
0.502
0.458
0.513
0.834
0.918
126,000
0.494
0.454
0.505
0.822
0.904
128,000
0.487
0.449
0.498
0.810
0.891
130,000
0.480
0.445
0.491
0.798
0.878
3.3 Fabrication. Flasks may be fabricated of either seamless tubular material or pierced and drawn billets.
Flask pipe material shall be 100 percent ultrasonically inspected in accordance with T9074-AS-GIB-010/271 to
verify adequate wall thickness exists prior to fabrication. The adequacy of the wall thickness shall consider
reductions that will occur due to scaling and grit blasting. The body of Types GF, SF, and GFS flasks shall be a
straight cylinder as shown on figures 1 and 2. The body of Types CD and CDS flasks shall be a curved cylinder as
shown on figure 1. Each end shall be hot formed to provide a neck for the flask end connections (see figure 12).
The Type SF flask may be fabricated with a steel ring shrunk onto the neck to achieve the required 4.25-inch neck
OD. The ring shall be of the same material as the flask and shall have a 0.002-inch minimum interference fit. Skirts
and bearing blocks for Types GFS and CDS flasks shall be as specified (see 6.2).
9
For Parts Inquires submit RFQ to Parts Hangar, Inc.
© Copyright 2015 Integrated Publishing, Inc.
A Service Disabled Veteran Owned Small Business